W aplikacjach przemysłowego cięcia papieru precyzja i powtarzalność to nie przewaga – to podstawa stabilnej produkcji. Mimo to wiele działających maszyn wciąż opiera się na prostych metodach sterowania, które w realnych warunkach szybko pokazują swoje ograniczenia.

Proces technologiczny w aplikacji cięcia papieru
Aplikacja cięcia papieru rozpoczyna się od rozwijania rulonu na walcu, który pneumatycznie rozciągany. Na tym etapie kluczowe znaczenie ma kontrola napięcia papieru – realizowana za pomocą pneumatycznych hamulców sterowanych w zależności od średnicy rolki. Dzięki temu ciąg papieru utrzymywany jest w stabilnym, zadanym zakresie.
Za precyzyjne sterowanie ciągiem odpowiada elektromagnetyczny przetwornik, który umożliwia dynamiczną regulację podczas pracy maszyny. Dodatkowo możliwa jest regulacja rolki papieru w kierunku poprzecznym oraz eliminacja ewentualnej stożkowatości poprzez odpowiednie nakręcenie rolki.
Stabilizacja i prowadzenie papieru
Papier prowadzony jest przez wałek prowadzący do jednostki wymazania pamięci materiału. W tej sekcji operator może regulować promień pręta oraz kąt opasania papieru, co pozwala ustabilizować materiał przed kolejnymi operacjami.
Następnie papier trafia do sekcji gilotyny, gdzie przechodzi przez pręt wyrównujący. Element ten odpowiada za poprzeczne napięcie papieru oraz eliminację fałd, co jest kluczowe dla uzyskania wysokiej jakości cięcia.
Pomiar długości i przygotowanie do cięcia
Kolejnym etapem jest pomiar długości papieru podczas którego papier przechodzi pod czujnik papieru, który za pomocą kółka odmierza długość papieru do poprzecznego nacięcia. Za tą jednostką jest jednostka podłużnego cięcia, gdzie jest możliwość cięcia krawędzi papieru.
Sekcja cięcia poprzecznego – kluczowy element aplikacji
W tej części aplikacji papier przenoszony jest do noża poprzecznego przez wałek podający, który napędzany jest pasem zębatym z silnika wyposażonego w przekładnię. W trakcie tego procesu papier przyciskany jest do wałka podającego wałkiem przyciskającym. Jednostka cięcia poprzecznego może być w całości demontowana. Umożliwia to jej precyzyjne ustawienie nawet na cięcie w kierunku pionowym.
Konstrukcja jednostki cięcia poprzecznego obejmuje:
- wzdłużnicy dolnego noża
- dwóch ścian bocznych
- walca nożowego, podtrzymującego górny nóż
Ponadto noże mogą być dokładnie regulowane, co pozwala osiągnąć wysoką precyzję cięcia papieru.
Dodatkowo przed cięciem poprzecznym stosowany jest pręt jonizacyjny, który usuwa ładunki elektrostatyczne.
Transport i układanie papieru po cięciu
Po wykonaniu cięcia papier transportowany jest przez pierwszy przenośnik, który odpowiada za tworzenie odstępów między kolejnymi arkuszami. Jest to niezbędne dla dalszych operacji technologicznych. Na końcu procesu drugi przenośnik układa papier w łuski. Oba przenośniki napędzane są przekładniami bezstopniowymi.
Założenia projektu
- wykonanie modernizacji szafy elektrycznej
- wymiana sterowania Mitsubishi + Lenze
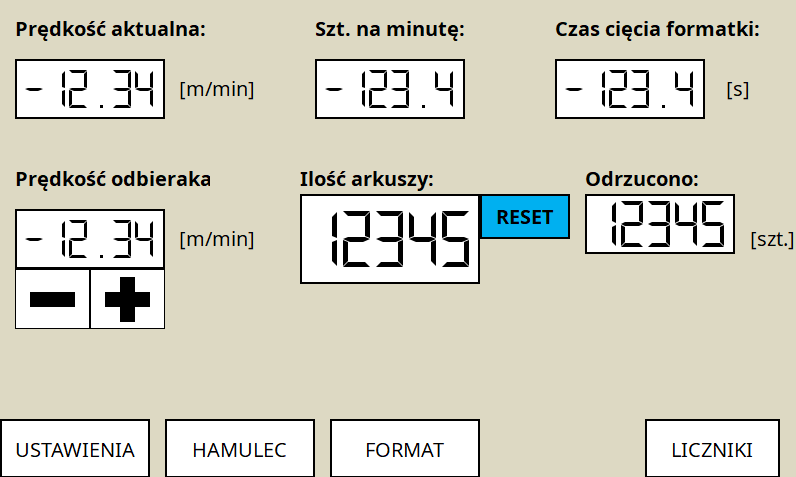
- wymiana prostych HMI na panel operatorski
- poprawa dokładności cięcia
- rozbudowanie aplikacji o możliwość korekty długości i kąta cięcia papieru
- integracja z systemem MES poprzez OPC UA
Przebieg optymalizacji aplikacji cięcia papieru
Pierwotnie cięcie papieru realizowano z wykorzystaniem krańcówek w celu wyznaczania momentu przyspieszenia noża. Rozwiązanie to charakteryzowało się ograniczoną dokładnością i niską powtarzalnością.
W celu poprawy parametrów procesu zastosowano sterownik PLC serii M z obsługą krzywek CAM. Poprzez generowanie krzywki o odpowiedniej długości osiągnięto dokładność i powtarzalność cięcia na poziomie 0,1 mm.